登录
登录
 注册
注册
汽车配件质量追溯管理
1 项目概述
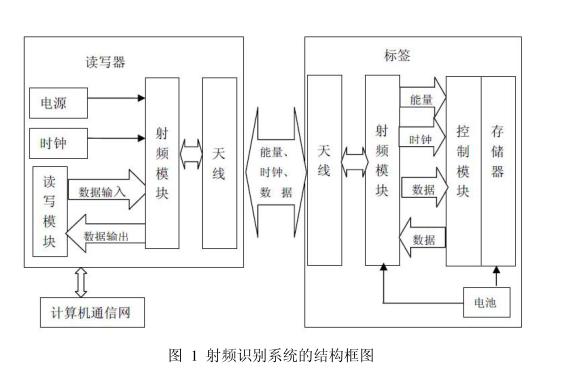
在近20年里,汽车工业在我国得到飞速发展,汽车业汽车制造自动化技术的不断完善和提升,汽车的制造离不开汽车零部件零配件的组装;汽车零配件的生产牵涉很多环节,质量控制难度大;随着MES系统应用在汽车零配件生产应用中,加快并提升生产零配件效率和质量,但MES系统所采集的数据存在一定失真;MES系统结合基于RFID技术的数据采集系统,为汽车配件的质量追溯体系的建设提供有效、科学的数据支持;
1 RFID应用效益
1、 改善生产质量管理,RFID标签的唯一性、有效的收集生产、物流环节、使用等全生命周期中的流转运动信息,使企业能够实现对采、销、生产中物资的追踪监控、汽车配件零部件质量追溯、销售窜货追踪、仓库自动化管理、生产现场管理和质量管理等目标,帮助管理及时地调整,避免并预防事故的发生;
2、 实时现场监控,实时准确地采集各个环节的零部件加工的数据,能够全面了解当下的生产情况;
3、 订单灵活应对,生产管理中的实时数据采集,为协助计划人员安排作业、投产、备料中提示可行计划方案提供准确的数据支持,缩小计划人员的选择范围,提高效率并减去负担;
4、 准确的制造数据,给客户的每一件配件都有一个身份标识表,可通过身份标识吗,查询到对于的产品的生产信息、流转信息;
5、 生产过程中通过对生产事件、设备绩效、停机事件、KPI计算实时数据统计,对生产进行及时调度协调,
2 系统方案硬件
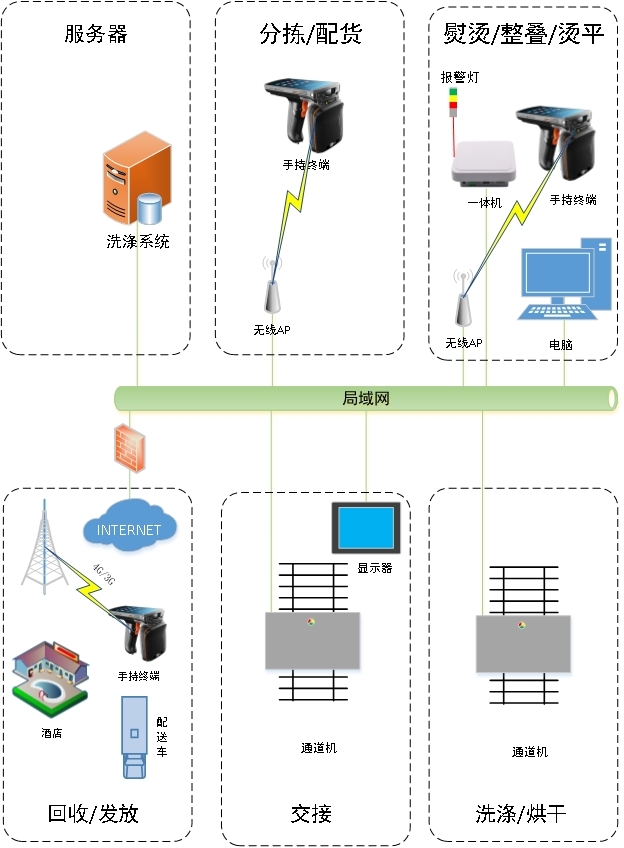
2.1 系统硬件架构
注塑下线 注塑完成一个工件后,系统自动采集模具信息,获取对于配件的产品信息,将产品信息通过RFID打印机写入到标签的EPC区,并打样条码信息到标签上,人工将RFID打样机所打样的标签粘贴在工件上;完成质量追溯系统配件信息的注册并做好记录,如工件的基础信息、注塑下线时间等;
门禁通道 跨部门信息采集,工件经过RFID通道时,RFID通道采集工件上的标签信息,完成待加工部门信息的转换,记录完成部门转换的工件信息和时间信息;
喷涂上线 工件经过喷涂上线的RFID通道,RFID通道采集工件上的电子标签信息,记录上线工件及上线时间等信息;
喷涂下线 工件经过喷涂下线的RFID通道,RFID通道采集工件上的电子标签,记录下线工件及下线时间等信息
喷涂下线检验 对工件信息进行检验,记录检验人员信息、工件信息、检验结果信息、检验时间信息;
包装入库 完成打包动作后,可使用手册终端或RFID通道完成配件的入库操作;
异常处理 根据检验的结果,可集中处理,来确定二次加工或者工件报废处理,使用一体机或手持终端完成对于的操作;

4 主要设备选项
4.1 RFID通道
RFID通道将有一台固定式读写器、4个天线及辅助设备组成;固定式读写器 采用JADAK旗下的ThingMagic 的ThingMagic-IZAR,4通道超高频读写器,具有每秒读取高达750个标签的能力,在多标签读取上具有独特的防碰撞算法,在快速读取的基础上,确保能够准确的采集到天线信号覆盖范围内的标签;

尺寸194mm*139mm*33.6mm
空口协议EPC C1G2
工作频率FCC:902-928MHz;CN:920-925MHz
射频功率0-31.5dB
射频端口4路 TNC接口
读标签距离大于9米(9dBiC)
标签速率>750个/秒
通讯接口TCP、USB、
GPIO4路输入 4路输出
电源DC9V-30V、POE
工作温度-40℃~+85℃
认证
4.1 一体机/手册终端/RFID打印机
核心部件采用JADAK旗下的ThingMagic 的M6E-Micro模组,具有多协议、高性能、稳定性高、识别速度快的超高频射频识别模块,每秒可以读取多达750个标签、射频输出范围广、可以嵌入应用到不同的应用场景中,如一体机、手册终端、RFID打印机;

尺寸46mm*26mm*4mm
空口协议EPC C1G2
工作频率FCC:902-928MHz;ETSI:865.6-867.6MHz;CN:920-925MHz
射频功率-5-31.5dB 步进0.5dB
射频端口支持二个单站天线
读标签距离大于9米(9dBiC)
标签速率>750个/秒
通讯接口RS-232_TTL电平(9.6kbps~921.6kbps)、USB2.0(12Mbps)
GPIO2路3.3V可配置的输入 输出 双向端口
电源DC 3.5 to 5.25 V
工作温度-40℃~+85℃
认证美国 (FCC 47 CFR 第一章第15部分);
加拿大 (加拿大工业 RSS-21 0);
欧盟 (ETSI EN 302 208 v3.1.1, RED 2014/53/EU)