登录
登录
 注册
注册
RFID干货专栏|51 智慧工业管理
RFID干货专栏概述
经过20多年的努力发展,超高频RFID技术已经成为物联网的核心技术之一,每年的出货量达到了200亿的级别。在这个过程中,中国逐步成为超高频RFID标签产品的主要生产国,在国家对物联网发展的大力支持下,行业应用和整个生态的发展十分迅猛。然而,至今国内还没有一本全面介绍超高频RFID技术的书籍。
为了填补这方面的空缺,甘泉老师花费数年之功,撰写的新书《物联网UHF RFID技术、产品及应用》正式出版发布,本书对UHF RFID最新的技术、产品与市场应用进行了系统性的阐述,干货满满!RFID世界网得到了甘泉老师独家授权,在RFID世界网公众号特设专栏,陆续发布本书内容。

扫码观看本章节视频讲解
8.6智慧工业管理
超高频RFID在智慧工业中有多种应用,包括生产自动化管理、产线工人管理、生产工具管理、生产设备管理、自动化传感等。虽然超高频RFID芯片在智慧工业领域出货量的占比不高,但单个标签芯片产生的经济价值是所有应用中最高的。本节主要针对在智慧工业管理中价值链最高的超应用项目,自动化生产管理应用和无源无线电力测温应用。
8.6.1 自动化生产管理
01、项目背景
在传统的制造企业中,日常管理更多的是集中在产品管理、质量管理、仓库管理、移动资产管理、现场人员管理、车队管理等等。而生产线信息的采集通常是采用人工采集、手工输入的方式。这种人工采集、手工输入的方式准确性远远不足,存在较大的错误率。且手工输入只能定时进行,导致生产计划只能按周计划、月计划提交,不能精确到日。系统中生产数据无法实时更新,滞后情况严重,不利于生产流程的顺利进行,制约了产能的进一步提高。同时制造企业大部分职能部门大多使用纸和笔的初级记录方式,这使得制造企业的大部分职能部门面对着大量的数据错误,降低了企业整体的生产力。
制造企业已意识到这些问题的存在,并尝试使用新兴技术去解决这些问题。目前,部分生产型企业采用条码识别的方式来提高数据录入的准确性,但条码识别还是存在技术上的瓶颈:
工人的效率不同,容易引起小组的分工不均匀;
生产异常、生产线瓶颈问题无法实时发现;
劳动效率低下,实际工作时间利用率不高;
条码标签一旦印刷不清晰、有折叠的痕迹等问题时,条码枪便很难识别;
无法实时追踪,管理层难以根据工作状态进行工作安排,如果工作过程中某个工序出现问题,要排除问题也必须等到下一天;
条码数据采集需要专门安排人员队伍进行操作,劳动成本开销大。
因此,以条码识别为代表的生产线管理系统已经越来越不能满足企业对高效、精益化生产管理的要求,企业在深化现代管理理念的同时,构建更先进技术的生产线管理系统具有重要的意义。
02、解决方案
随着物联网技术的快速发展,智能化制造业生产结合了超高频RFID技术和现有的IT系统,建立智能化、数字化生产线的实时管理体制,让生产更优化、更合理地利用资源,从而提高生产产能、资产利用率以及高质量控制,让生产创造更大的效益。超高频RFID技术打造一体化智能产线管理。
超高频RFID正在进入制造过程的核心阶段。通过在车间层逐步采用超高频RFID技术,制造商可以直接且不间断地获取信息并链接到现有的、已验证和工业加强的控制系统基础结构,与配置超高频RFID功能的供应链协调,不需要更新已有的制造执行系统(MES)和制造信息系统(MIS),就可以发送准确、可靠的实时信息流,从而创造附加值,提高生产率和大幅度地节省投资。
超高频RFID技术生产线管理是在生产线、产品转存区和暂存仓库应用先进的超高频RFID自动识别技术,使用可重复读写的电子标签(每个电子标签都有唯一ID号,以及可读写数据区,将产品信息写入电子标签中),在生产线下线工位及仓库出入口安装阅读器,通过读写标签信息自动写入和采集各位置产品信息,并与其它的MES系统共享数据信息,信息同时显示在显示屏上,生产线操作员可根据相应提示对需要加工的产品从下线到仓库转存、暂存、再上线生产进行全流程跟踪管理。如图8-31所示为超高频RFID技术生产线示意图。这样可以保证生产线之间货物批次箱号的对应,各条生产线能毫不出错地完成生产任务,且记录下生产过程中的重要信息,可为将来的质量信息追溯提供基础数据服务。
工位管理,一般用于计件生产场合,员工用身份卡刷卡开始工作,读取产品上的电子标签记录加工产品的信息,主要作用有记录员工出勤、工作数量信息;记录产品信息,提供动态进度信息,并可通过数据分析发现产线产能瓶颈,提供生产依据。
自动化产线管理,在自动化产线应用中,在产品上或载具上安装电子标签,利用产线的阅读器读取产品信息,以便为自动化加工提供加工属性依据。
产线轨道超市管理,产线上料区安装阅读器,读取料箱或工件信息,为快速补料提供依据,提高生产效率。
流利架超高频RFID管理,在每个流利架安装电子标签阅读器以及小型显示屏,自动记录上料批次以及数量,并及时提供上料预报信息,上料时可灯光提示上料口以及显示批次物料名称等信息。

图8-31超高频RFID技术生产线示意图
超高频RFID对工序管理解决了工序管理对人工的依赖,整个生产制造过程的工序更加精确便捷,对于在制品的工序可以实现跟踪、追溯。一旦有任何制品出现问题,都可以迅速找到问题源头,立刻解决。相较于人工,大大提升效率。
超高频RFID技术自动采集生产中各个专业环节中的数据,形成信息实时采集与传输,让系统统计数据方便、及时、准确。提高了生产流程的工作效率,打造成本控制管理可视化、产品物流运态监控管理。
03、系统收益
基于RFID技术生产线管理系统的建成,可为企业带来如下收益:
(1)生产数据能够准确、实时的采集
生产数据的实时反馈是保证生产运营畅通的基础。系统在生产车间采集实时生产数据是阅读器设备实时自动采集,阅读器通过读出货物电子标签中的特定信息实时的反馈到系统中,服务器每5秒钟(更新频率可以根据需求而定)更新一次数据。通过这种操作方式系统能够提供实时的生产数据进行采集和数据分析。
(2)生产力在原有的基础上实现提升
生产力是生产管理的关注热点同时也是管理难点,如果提升了生产力就意味着企业的产量提高、利润可以增加。生产车间实时生产数据反馈到系统,通过系统监控可以实时的发现阻碍生产流水线畅通的原因,及时发现生产瓶颈所在。系统是通过实时数据归集对每个车间、每个组、每个工位的生产情况进行实时的监控,从而可以发现任何生产环节出现的非正常状态,并及时解决阻碍生产流水的瓶颈。从整体上保障了流水线的畅通,提高了生产力。
(3)订单进度实时跟踪,保障及时交货
订单如果不能及时交货意味着公司不但不能盈利反而导致亏损,同时也影响公司的信誉度,使公司将来的发展受到很大的影响和阻碍。特别是出口企业对于订单的及时交付显得更为重要。系统根据客户订单,实时跟踪生产产品从开始生产到结束生产整个生产流程,从而精确的掌握每个订单的生产进度,保证按时交货。
8.6.2 无源无线电力测温
01、项目背景
电力设备安全可靠性是超大规模输配电和电网安全保障的重要环节,尤其我国正处于经济快速增长时期,国家电网的电力供电负荷日益增加,在持续扩大供电的同时,也给电网电器设备带来一系列的安全问题。为尽可能的避免各类电力事故,电力设备安全运行实时监控的任务迫在眉睫。
电网设备中的触头和接头是电网安全的一个重要隐患。现有统计结果表明,故障主要发生在如下位置:
开关柜中动、静触头故障。开关柜在电力系统中被广泛应用,是输配电系统中的重要设备,承担着开断和关合电力线路、线路故障保护、监测运行电量数据的重要作用。开关设备因高压断路器动、静触头接触不良,加上长期的大电流、触头老化等因素易致其接触电阻增大,从而导致长时间发热、触头温升过高甚至最终发生高压柜烧毁事故。
电缆接头故障。随着运行时间的延长、压接头的松动、绝缘老化、以及局部放电、高压泄漏等,将引起发热和温度的升高,这将使运行状况进一步恶化,促使温度进一步提升,这一恶性循环的结果就引发短路放炮,甚至火灾。
传统的温度测量方式周期长、施工复杂,效率低,不便于管理,发生故障时要耗费大量的人力物理排查和重新铺设线缆。而在特定场合下监测点分散、环境封闭或有高电压,很多测温方式无法实现测量工作。再加上高温对电池影响非常大,正常电池无法长时间工作,且电力设备中更换电池非常麻烦,因此无源无线测温系统应运而生。
02、技术对比
现有的无源无线电力测温技术共有三种,分别是超高频RFID温度传感技术、声表面波(SAW)技术和感应取电(CT)技术。如表8-1所示,为无源无线电力测温的技术对比表。其实这三种技术的实现方式在本书中都有介绍,超高频RFID温度传感技术在4.6节无源传感标签技术中有详细介绍;声表面波技术在4.3.7节无芯超高频RFID技术中有介绍。温度变化会改变声表面波的谐振频率,可以通过频率的变化反算出当前温度;感应取电其实就是使用电感线圈耦合电力线上的50Hz交流电流转化为直流电,再给无线射频芯片和传感器供电,其取电模型为1.3.2节中介绍电感耦合取电方式。
表8-1无源无线电力测温的技术对比

这三类技术方案的成本相差不多,但技术特点差异较大:
感应取电方式,由于可以使用通用无线芯片通信,具有最远的传输距离。其缺点为必须套在线缆上才能取电,若需求测温点尺寸很小,则无法使用;且感应取电设备本身体积较大,使用多有不便。由于是通过电感耦合取电,若取电点的电流过大或过小都无法取电,电流太大会损坏电路,电流太小无法提供足够的感应电流。还有一个缺点为无法现场调试,为了保证人员安全,在安装测温设备时必须设备断电,而线缆上没有电流就无法取电,测温系统无法测试。
声表面波作为无芯射频识别标签时就暴露出了诸多问题,如无法支持多个标签同时识别,模型信号数据识别率低,一致性差等问题,作为测温使用时其测温精度较差。还存在长时间高温使用时其特性会发生变化,引发系统维护成本高。
综合分析,采用超高频RFID温度传感的方案最具竞争力。
03、系统结构
如图8-32所示为超高频RFID无线温度传感的系统方案。首先将不同形态的温度传感标签固定在测温点上,并记录EPC号与测温点的位置关系。阅读器通过天线采集每个测温点上的电子标签温度数据,并通过ModBus或485总线将数据传出来,最终的数据可以通过DTU达到云端,也可以在远程监控终端上显示。

图8-32 无源无线测温系统方案
此处使用的超高频RFID无线温度传感的系统工作协议为EPC C1 Gen2;工作频率为920MHz~925MHz;读取距离为1.2~8米;系统要求的工作温度范围为-40℃到150℃;系统要求的环境耐温范围为-40℃到225℃;温度误差为±1℃;标签均为抗金属标签;安装方式为螺丝、不干胶、卡扣、绑扎等;防护等级为IP53~IP65。
04、解决方案
本节针对三种常见电力测温场景的解决方案进行详解。
(1)低压柜接插件测温方案
低压配电柜的进出线接插件部位由于频繁的插拔,是产生故障温度异常的主要部位。且待测点众多(每个抽屉需6个点)、结构复杂。传统方式无法完成监测需求,悦和科技利用小体积、高灵敏度的TSC250905温感标签直接与接插件粘合,放于插块内,通过安装在电缆室的天线与进线柜二次仪表室的阅读器获取所有待测点的实时温度,方便安全、灵敏可靠。如图8-33所示,为低压柜测温方案结构,图中展示了阅读器天线的装置位置和标签的安装方法。

图8-33低压柜测温方案结构图
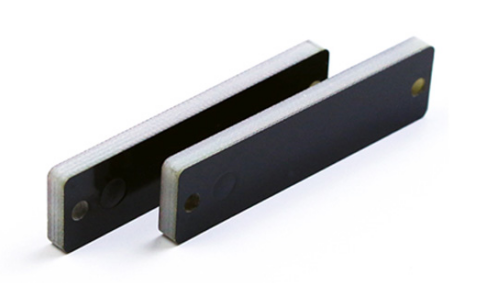
图8-34为TSC250905-3温感标签装配图,TSC250905-3温感标签专为环网柜出线头测温设计,测温范围-40至150度,误差小于1度,配合标准阅读器及5.3dBi天线,通信距离可达3米;标签完全内嵌在标准堵头内部,不改变现有堵头的外观结构和安装要求,整体简洁可靠;整体阻燃等级≥UL94-V0;温度量程内频偏<2MHz。

图8-34 TSC250905-3温感标签装配图
(2)环网柜堵头测温方案
环网柜套管及堵头处是温度异常故障频发的高危区域,由于高压器件的安全要求较高,结构紧凑,且真实发热点在内部允许安装传感器的区间较小,传统方式无法完成监测需求。悦和科技特殊设计了圆环标签TSP453401-3与TSC130905-3,直接套在金属嵌件处或者与金属嵌件粘合并铸造在堵头环氧层内,通过安装在电缆室顶部的天线与配自动化柜内的阅读器,实时监控3相堵头处的温度数据。如图8-35所示,为环网柜堵头测温方案结构,图中展示了阅读器天线的装置位置和标签的安装方法。

图8-35环网柜堵头测温方案结构图
图8-36所示为SP453401-3系列圆环测温标签装配图,TSP453401-3系列圆环测温标签专为环网柜出线头测温设计,测温范围-40至150度,误差小于1度,配合标准阅读器及5.3dBi天线,通信距离可达2米;标签夹在标准堵头中间,不改变现有堵头的外观结构和安装要求,整体简洁可靠;整体阻燃等级≥UL94-V0;温度量程内频偏<2MHz。

图8-36TSP453401-3系列圆环测温标签装配图
图8-37为TSC1309-3系列陶瓷测温标签装配图,TSC1309-3系列陶瓷测温标签专为环网柜出线头测温设计,测温范围-40至150度,误差小于1度,配合标准阅读器及5.3dBi天线,通信距离可达2米;标签完全内嵌在标准堵头内部,不改变现有堵头的外观结构和安装要求,整体简洁可靠;整体阻燃等级≥UL94-V0;温度量程内频偏<2MHz。

图8-37TSC1309-3系列陶瓷测温标签装配图
(3)中置柜动触头与母排测温方案
中置柜中,动触头与母排结合部是温度异常事故的主要部位,悦和科技特殊设计了卡扣型测温标签TSC250905-K3与音叉型测温标签TSC303005-C3,可直接安全紧固的连接在动触头与母排螺栓处,通过放置在母线室的天线与仪表室的阅读器,实时监控待测点的温度数据。如图8-38所示,为中置柜动触头与母排测温构,图中展示了阅读器天线的装置位置和标签的安装方法。

图8-38中置柜动触头与母排测温方案结构图
图8-39为TSC303005-C3系列音叉标签装配图,TSC303005-C3型音叉标签专为开关柜内母排,出线等连接点测温设计,测温范围-40至150度,误差小于1度,配合标准阅读器及5.3dBi天线,通信距离可达10米;音叉型结构件设计可直接通过母排搭接螺丝固定;整体阻燃等级≥UL94-V0;温度量程内频偏<2MHz。

图8-39TSC303005-C3系列音叉标签装配图
图8-40为TSC250905-K3系列卡扣式标签装配图,TSC250905-K3型卡扣标签专为开关柜内动触头测温设计,测温范围-40至150度,误差小于1度,配合标准阅读器及5.3dBi天线,通信距离可达3米;卡扣型结构件设计可直接卡入动触头任一触指、安装简单牢靠,不改变动触头自身的伸缩特性;整体阻燃等级≥UL94-V0;温度量程内频偏<2MHz。

图8-40TSC250905-K3系列卡扣式标签装配图