登录
登录
 注册
注册
疫情之下,一文解决医药标签印刷蛇形摆动难题
不干胶材料印刷时蛇行摆动是标签行业的常见现象,材料蛇行摆动会造成印刷色组间套印不准以及模切时标签边缘同图纹套印不准,从而造成极大的浪费。由于材料印刷时的蛇行摆动没有规律性,是一种随着材料直径变化而变化的现象,所以印刷厂没有办法解决。目前印刷厂的处理方法有两种:或者向供应商退货,或者印刷加工图纹之间没有严格套印关系的标签。 以下分享的是印刷不干胶材料时出现的蛇行摆动现象和改善方法,供业内参考。材料印刷蛇行现象
一些专业的标签印刷厂,有不同类型的标签印刷设备。近来北方某印刷厂使用“琳德科”的往复式输纸标签机印刷某供应商提供的纸张不干胶材料时出现了严重的印刷套准质量问题,卷筒材料在机器上左右摆动无法印刷。

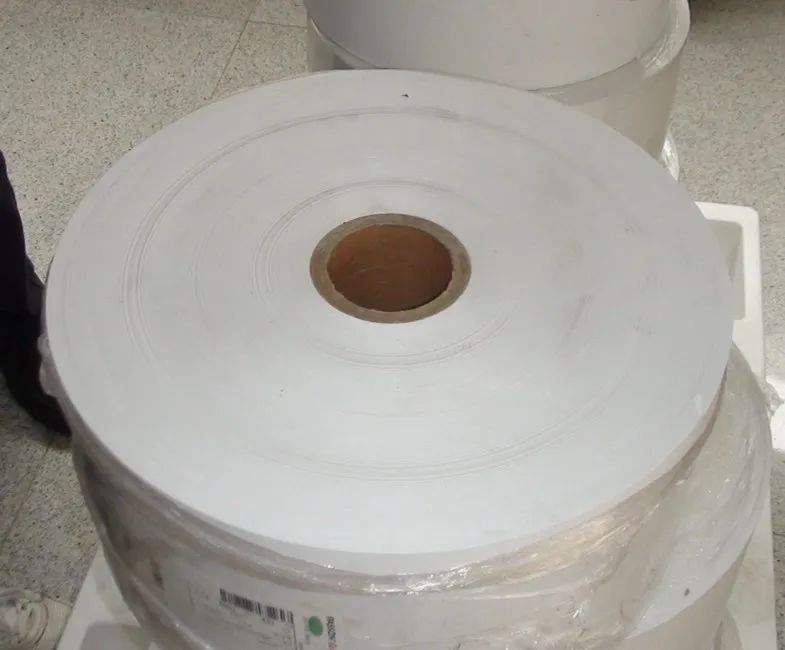
图1 蛇行材料外形
图1为一卷材料的正反端面的照片,材料的一侧(左侧)端面相对光滑,有纹路但不明显,而另一侧(右侧)端面高低不平,纹路非常明显。图2为材料安装在印刷机上的照片。印刷时材料在向前输纸的同时左右摆动,而且材料两端摆动的幅度不一样;材料左端摆动大约在0.5mm~1mm之间,而材料右侧严重摆动大约在1mm~3mm之间。
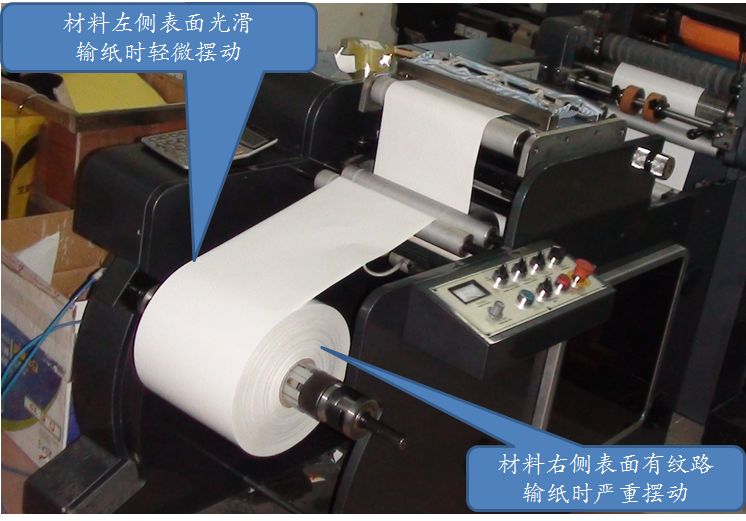
图2 输纸工位上的蛇行材料
由于材料左右摆动没有规律,所以无法实现印版间的套准。图3为现场印刷标签的照片,其中图中(1)为正常情况下印刷的标签;(2)为材料摆动有套印误差的标签;(3)为材料摆动幅度最大时的套引误差。现场观察可以发现,标签的黑版和红版之间最大套印误差超过1mm,已经超过了国家标准“GB/T 7706-1987 要求的次要印刷部位套准≤0.8mm的技术要求,导致印刷品成为废品。
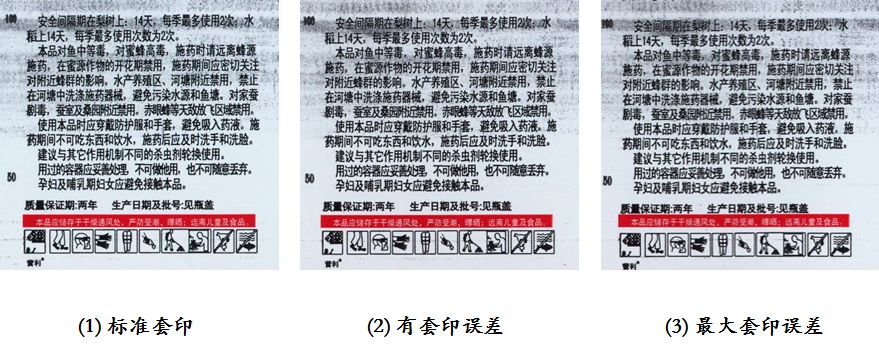
图3 蛇行材料套印不准样品
蛇行摆动现象改善方法对于蛇形摆动不严重的材料,我们建议印刷厂采取三种处理方法。 (1)应用于套印关系简单、没有图纹套印的简单标签,见图4。这类标签通常都是出血模切,各印版间不接触,材料蛇行摆动造成的套印误差不明显,一般客户都可以接受。

图4 套印关系简单的标签
(2)将现有标签机转为轮转印刷机印刷。轮转印刷机为卫星式中心压印滚筒结构(见图5),印刷时材料缠绕在压印滚筒表面同印版滚筒接触实现印刷。现场观察发现,蛇行材料缠绕在压印滚筒上不是平行于滚筒端面,而是蛇行弯曲着同滚筒表面结合成一体(见图6)。由于蛇行的材料此时同压印滚筒成为一体,所以此时印刷过的标签印版间套印完全准确,不可能有套印不准现象。
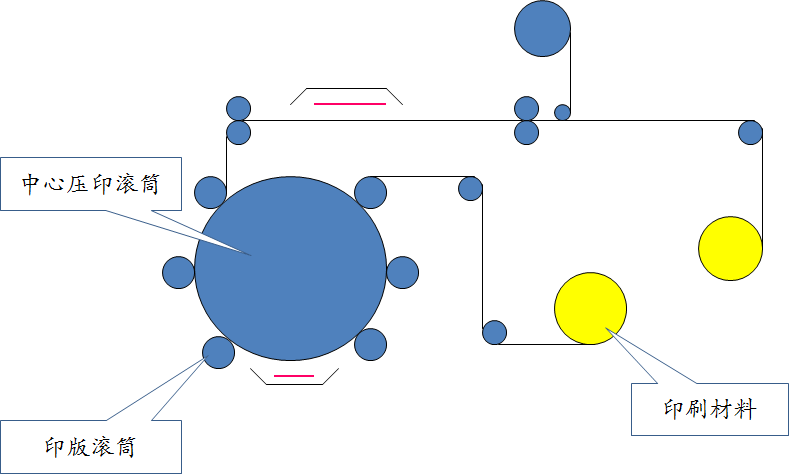
图5 蛇行材料在卫星式轮转机上印刷

图6 蛇行材料标签套印准确但模切套印不准
但是,经过太阳轮转机印刷过的蛇行摆动材料在模切工位仍然会出现模切套印不准问题,无论采用哪一种模切方式(在线平式模切,在线滚刀模切,或者是机下离线模切),因为此时材料(印刷过的材料)的输纸仍然是蛇行摆动,所以会出现模切套印不准现象,既排废边尺寸不一致。 由于所印刷的标签一般都是出血版印刷,所以模切不准不影响单个标签精度,客户都可以接受。这就是为什么使用太阳轮转机印刷蛇行摆动材料的原理。 (3)改切成小尺寸的材料。对于蛇行摆动的材料另一种改善的方法就是“改切”,就是将问题材料的边缘去掉,使问题材料变成合格材料,见图7。改切在小分切机上进行,注意不要使用设备上的“电眼”,即自动纠偏装置,让问题材料在分切机上自由放纸。
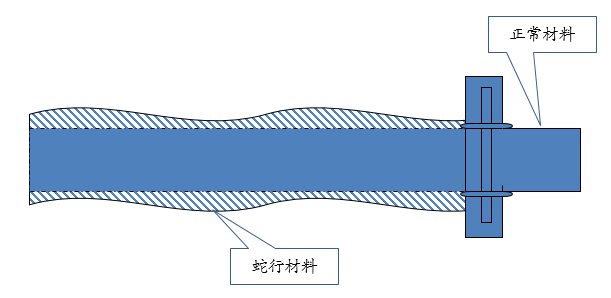
图7 蛇行的小卷去边再次使用
仔细观察发现,问题材料在导纸辊上不同程度地左右摆动,分切下来的纸边尺寸也有所变化,而两只分切刀是固定的,所以分切刀之间的材料是均匀运行、不会左右摆动,也就是说分切后的材料消除了蛇行摆动,成为正常的合格材料。