登录
登录
 注册
注册
创新产品:智能制造模拟产线
“2016‘物联之星’ RFID世界年度最有影响力评选”活动已于2016年12月19日正式启动。本次评选活动的网友、企业及专家公开投票阶段为2017年1月4日--2017年2月26日,最终获奖结果将于2017年3月1日公布,并将于2017年3月29在苏州国际博览中心举办颁奖典礼。“智能制造模拟产线”已正式申报“2016年度中国RFID行业最有影响力创新产品奖”。




产品技术创新点
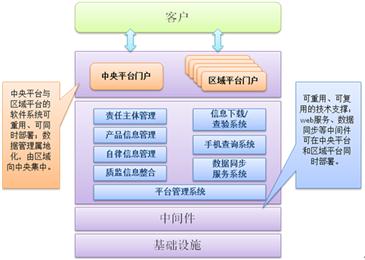
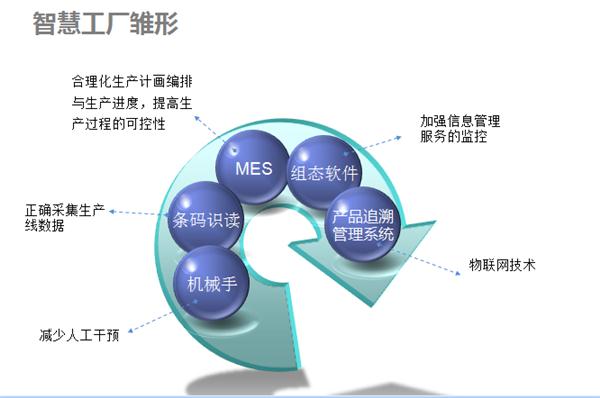
现今智能制造领域中,对于生产执行环节的数据采集、监控和可视化是非常重要的一环,也是打开“生产黑箱”的重要的一步。本产线通过机械手、条码识读、MES、组态软件、产品追溯管理系统等软硬件结合,选择性地构建智慧工厂的雏形,体现了我司具备助力生产型企业改造产线、提高生产效率的整合能力。在该产线基础上,华工赛百整合了工业数据监控和可视化系统,通过融合MES模型和ISA-95标准、SCADA和结构化数据语言SQL等技术,为制造企业实现生产执行精益化、工序流程可视化、设备管理标准化、统计分析信息化提供全面支持:
? 对车间的生产管控更加精益化。生产量加大、生产时间缩短、成本减少、质量提高;
? 设备利用率达到最大化;
? 保存生产过程和步骤的完整记录;
? 前端及时的质量控制;
? 准确紧凑的生产调度;
? 严格执行制造业政策和规定;
? 收集生产数据用于分析和生成报告(提供实时的数据,便于及时做出正确决策);
? 清晰、有序的成本核算;
在国家智慧工业多个指引性纲领及众多制造型企业“制造向高端,服务型制造”转型的战略指引下之下,本产品选择性地构建了智慧工厂的雏形,系统化地展示了为客户提供产线改造、软硬件集成、智能制造技术及服务的综合能力。能够有效帮助生产型企业达到提升生产效率、降低企业成本的效果。该产线在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务,提高生产过程的可控性、减少生产线上人工的干预、及时正确地采集生产数据,形成合理的生产计划编排与生产进度,为工业领域制造企业提供技术先进性能可靠的物联网应用系统集成解决方案。最终实现生产制造企业研发、生产、制造、售后等各环节的精细化管理及计划、物流、质量、设备、能耗的全面管控,形成产品全生命周期质量安全追溯体系,促进生产过程无缝衔接、企业内部优化配置,保障系统的高可靠性,高扩展性及高效性。
产品介绍
1 设计方案
1.1 智慧工厂
智慧工厂是现代工厂信息化发展的新阶段。是在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务;提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计画编排与生产进度。
1.2 总体设计
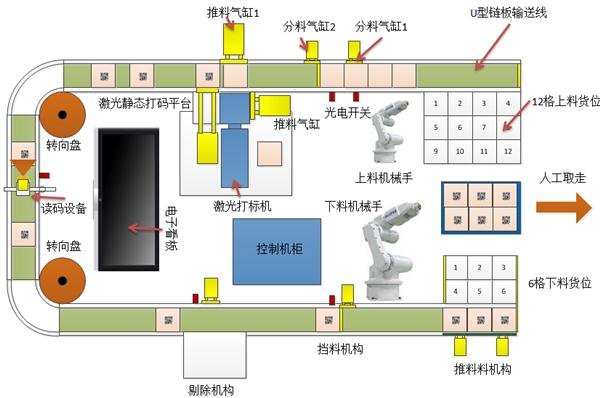
本项目可实现自动化模拟生产线出库入库、产品追溯、实时监控、生产管理、激光在线打码、RFID自动识别、自动剔除、自动上下料等功能。
通过上位机软件或手机APP来实现监控和控制生产线的关键点数据,实现远程监控,远程控制,指导产线运行,数据统计分,故障排查等。上位机软件以一定的编码规则发码到激光机,进行打二维码和识别号到产品上;当产品传送至产线末端后,可以通过电子看板相关信息取走属于该客户填写的信息的产品。
1.3 功能描述
1) 手机微信或上位机软件自动捡选系统
手机微信或上位机软件自动捡选系统,实现对分拣任务单的排序、发布,根据物料编码,自动与货位对应,发送指令序列给PLC,实现自动拣选指定物品或礼品。手机微信如图所示:

2) 机械手或伺服系统自动拣选
机械手通过PLC与伺服电机通讯,实现货位物料精确抓取。根据手机或上位为发送的指定去执行抓取动作。机械手可选配6轴机械手或线性机械手。
3) 自动上料
机械手将物料放置链板输送线上,链板带动物料至上料位,此时上料位检测电眼检测到物料,上料机构自动将物料抓取/吸取到环形输送线上,实现自动上料。通过手机APP自动选择上料,即不需人员干预,启动PLC程序内循环方式抓取;手动上料,即在手机上面选择需要上料的代码,机械手抓取该代码对应的物品上料。
4) 分料机构
抓取的物料放置在链板输送线上,形成序列,可根据客户要求对速度节拍范围进行调节,然后对堆积的物品进行RFID自动识别并单个分离,保证激光打码逐一打标。如果中途希望停止分料,可以选择停止分料,物料将不会再流入后端输送带。
5) 激光打码静态平台
由于链板输送线据有一定的抖动性,为了让激光打码的效果最佳状态,不受外界影响,通过气缸将物品准确定位后,进行打二维码、数字码等内容,然后再有气缸推送到输送线上。
6) 激光打码系统
激光打码位主要由激光机和定位机构还有分离机构构成。物料传送至激光打码位处,检测电眼检测到物料,定位气缸夹住物料,防止物料震动影响激光打码效果,激光机正常打码,赋予每一件物料唯一的追溯码,所有物料打码结束,激光打码机释放完成信号。激光机类型及型号需根据打码物品材质及工作节拍等因素确定。
7) 读码系统
固定式读码器(RFID,二维码)识读物料的唯一追溯码,并将信息反馈到管理系统。
8) 自动下料
当物料输送至尾端,推料机构感应到3个物料后,自动推料到6格下料货位,当货位物料达到6个后,下料机械手将6个物料一次性抓取到装盒区,人工取走物料。
9) 不合格剔除
条码识读设备未识别到物料条码时,该物料为不合格品,传送至剔除工位。
10) 成品入库
物料传送至入库工位,检测电眼检测到物料,XYZ机械手自动抓取物料放置于货位。
11) HMI触摸屏
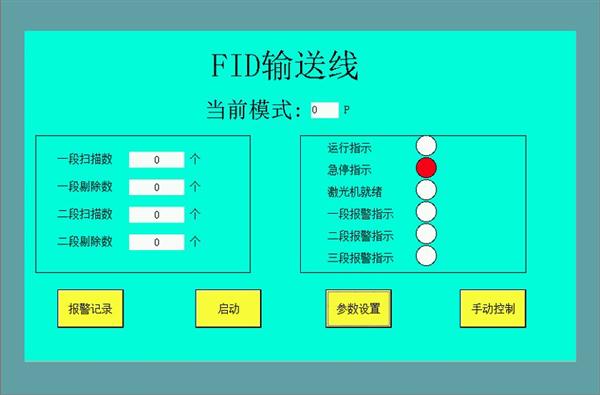
其主要功能涵盖报警记录、参数设置、IO点位监控、手动模式、自动模式。
通过多媒体手段(画面、声音等),为操作人员提供生产流水线形象直观的现场过程数据、过程报警、事件报警等。
12) 电子看板系统

2 技术性能
1) 输入电源: 交流220V±10% 50Hz
2) 工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃) 海拔<4000m
3) 装置容量:≤1.5kVA
4) 外形尺寸:300cm×215cm×150cm
5) 安全保护:具有漏电保护,安全符合国家标准
3 产品特点
3.1 机械特性
机械设计符合国家标准;机器框架采用铝型材,机械非标加工件材质为6063、45#、SUS304、POM等,6063、45#等材质表面镀镍处理。运动部件运行平稳,无停顿。输送线运行平稳,无停顿、跳动等。产品在生产过程中运行稳定,无倒料现象。
3.2 电气特性
电气设计符合国家标准,设计合理,安全措施齐全;标识正确、完整、与图纸一致;布线符合标准、美观,接线牢固。
4 系统组成
4.1 硬件清单
|
序号 |
设备名称 |
规格及参数 |
单位 |
数量 |
|
1 |
链板输送线 |
链板,10米,带减速电机 |
套 |
1 |
|
2 |
上料仓库 |
12格,非标定制 |
套 |
1 |
|
3 |
取料机械手 |
|
套 |
2 |
|
4 |
上料机构 |
非标定制,含气缸、电磁阀、加工件 |
套 |
1 |
|
5 |
分料机构
|
非标定制,含气缸、电磁阀、加工件 |
套 |
1 |
|
6 |
激光打码平台 |
非标定制 |
套 |
1 |
|
7 |
电子看板 |
|
套 |
1 |
|
8 |
工控机 |
研华 |
台 |
1 |
|
9 |
下料机构 |
|
套 |
1 |
|
10 |
传感器、气动元器件、线缆一批 |
欧姆龙 |
批 |
1 |
|
11 |
PLC |
西门子 |
套 |
1 |
|
12 |
二维码读码设备 |
康耐视DM100 |
套 |
1 |
|
13 |
激光打码机 |
华工激光,CO2或光纤视一台需求来定 |
套 |
1 |
4.2 软件清单
|
序号 |
名称 |
功能 |
|
1 |
工业智能监控管理 |
1)基于二维码和RFID自动识别的产品标识和查询 2)实现生产批次和生产过程的记录和查询 3)实现生产质量结果的记录、统计和查询 4)实现生产过程中的防错和防漏 |
|
2 |
手机APP无线控制系统 |
1)实现手机与上位机同步对接 2)实现可视化监控管理 3)实现库存查询统计 4)实现安全库存的设置和预警等功能 |
5 相关文档
5.1 技术文档
1) 操作和维护说明
2) 产品技术信息
3) 软件工具(PLC、HMI、OCR、激光打标机等)
4) 计划任务书
5) 操作手册
6) 安装手册
7) PLC、HMI程序、追溯系统软件
5.2 基本资料
(此项可以提供作为设备维护使用但不能作为商用)
1) 总布局图
2) 电路图,总布线图;气路图
3) 设备机械图纸 (2D),
4) 设备机械图纸(3D), (Autocat, eplan, Pro engineer ....)
5) 元器件明细表(机械、电气、气动)
6) 其他
6 安全要求
1) 设备的透明观察窗均采用高透PVC板(or有机玻璃)制作,可以开启的门一律采用门检,如果门在开启的状态,系统将提示报警,停止设备动作,以免危险发生。
2) 露出的通电的部位一律采用防护罩,防止触电,有警告标签加以提醒。
3) 设备运动部件外露机构需要有安全保护。
4) 传动部分外露间隙不大于5mm 。
5) 设备及外壳接地按行业标准。
6) 说明书注明安全注意事项。
7) 安全标识按照国家标准。
8) 电气配线标准符合国际标准SEMI S2;SEMIS22;IEC6020401或JISB9960-1.
9) 安全回路符合ISO 12849-1(EZ954-1).
10) 14级激光按照国家的相关要求做好防护。防护材料需提供国家相关部门出据的检验报告。
11) 提供激光防护设备及相应品牌。